What is a Creep Test?
A creep test or creep experiment is a mechanical test used to study how a material deforms under constant stress over an extended period, typically at elevated temperatures. It's essential for understanding long-term behavior of materials—especially metals, polymers, ceramics, and composites—in high-stress, high-temperature environments like turbines, engines, or pipelines.
Creep Test Introduction
 Q: What happens when we attach a very heavy weight to a wire at relatively low temperature?
Q: What happens when we attach a very heavy weight to a wire at relatively low temperature?
A: The wire snaps right away!
Q: What happens when we hang a lighter weight from the wire at a higher temperature?
A: At first, seemingly nothing—the weight just hangs there. Or does it? Under some circumstances,
we may return several hours (…or several days… or several weeks…) later and find that
the weight has gradually stretched the wire.
This deformation at elevated temperature under constant load is called creep. It depends on the wire material and the temperature of the room. Let's explore creep in more detail, and then look at the results of a real creep experiment. We will look at a fractured wire too!
 Creep is an important consideration in any application where a component must support
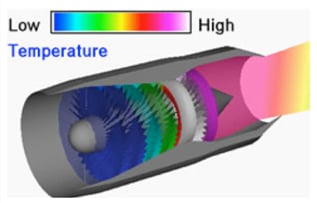
a load at temperatures where Tabs/TMPabs > 0.4. A jet engine is one good example where a material operates at very high temperatures
(about 1100 K, or Kelvin degrees). Because the engine temperatures are so high, the
alloys used for the turbine blades operate at temperatures very close to their melting temperatures.
They are called superalloys. In order to demonstrate creep in alloys without using very high temperatures, we
can observe creep in low melting point alloys at temperatures near room temperature
(about 300 K).
Creep is an important consideration in any application where a component must support
a load at temperatures where Tabs/TMPabs > 0.4. A jet engine is one good example where a material operates at very high temperatures
(about 1100 K, or Kelvin degrees). Because the engine temperatures are so high, the
alloys used for the turbine blades operate at temperatures very close to their melting temperatures.
They are called superalloys. In order to demonstrate creep in alloys without using very high temperatures, we
can observe creep in low melting point alloys at temperatures near room temperature
(about 300 K).
Left: Temperature variations across a turbojet engine.
Image courtesy of NASA, Glenn Research Center.
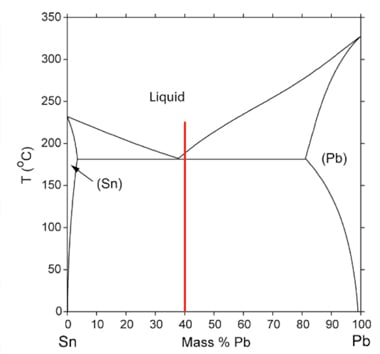
To demonstrate creep behavior at room temperature, we can use 60/40 solder that contains 60 wt% Sn (tin) and 40 wt% Pb (lead). The phase diagram for the Pb-Sn alloy system is shown below, and the composition of the solder is identified by the red vertical line at 40% Pb. One of the uses for a phase diagram is to determine the melting temperature of an alloy. The phase diagram indicates that the 60/40 solder melts at about 183°C = 456 K.
To determine the homologous temperature at room temperature (25°C), the calculation is as follows:
- Convert room temperature (25°C) to absolute temperature in Kelvins:
Tabs = 25 + 273 = 298 K - Convert the melting temperature of the alloy (183°C) to absolute temperature in Kelvins:
TMPabs = 183 + 273 = 456 K - The ratio of the absolute room temperature (298 K) to the absolute melting temperature
of the alloy (456 K) is the homologous temperature:
Tabs/TMPabs = (298 K) / (456 K) = 0.653
This means that room temperature corresponds to a homologous temperature of Tabs/TMPabs = 0.65 for the 60/40 solder. Because the solder is at a relatively high fraction of its melting temperature, we expect to observe creep deformation in solder at room temperature.
Creep Test Procedure
A typical creep test procedure includes the following:
- Specimen Preparation
- Mounting the Specimen
- Temperature Control
- Applying the Load
- Recording Strain Over Time
- Ending the Test
- Post-Test Analysis
If we hang a small weight (4.8 kg = 10.6 lb) on a long 1/8” diameter wire made of 60/40 solder, at first we will not notice significant elongation. This load is well below that required to plastically deform the material rapidly, and only a very small amount of elastic elongation has occurred. The video below shows the experiment. (See a screenshot.) An indicator bar is attached to the bottom of the weight. A centimeter scale is shown in the background so that we can monitor the elongation of the wire over time.

{kind=link}
Description: The vertical weight begins dropping slowly. After time, its drop rate increases.
The wire length increases by about 110 cm over the course of about 90 hours.
The video is a 36 second timelapse of the procedure.
Creep Test Animation
This animation demonstrates a material specimen held vertically under a constant tensile load to observe its behavior over time. An inset graph plots strain (vertical axis) against time (horizontal axis).
The test progresses through three distinct stages:
- Primary Creep: Initial rapid deformation that gradually slows as the material resists the stress.
- Secondary (Steady-State) Creep: The curve becomes linear, showing a constant, stable rate of deformation.
- Tertiary Creep: The deformation rate accelerates sharply as internal damage accumulates, leading toward eventual failure.
The animation concludes with the full "creep curve" visible, summarizing how materials slowly stretch and fail under long-term, steady stress.
Description: The graph shows the increase in length over time.
The wire length increases by about 110 cm over the course of about 90 hours.
The video is a 36 second timelapse of the plot.
Experimental Conditions
Summary of Creep Test Conditions
- Wire Material: Solder = 60% Sn - 40% Pb
- Melting Temperature: 183°C = 456 K
- Wire Diameter: 1/8" = 0.125" = 3.175 mm
- Load: 4.8 kb = 10.6 lbs
Experiment
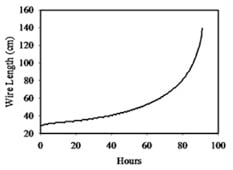
The load applied to the wire (4.8 kg) is only about one tenth of the load required to get immediate plastic deformation. The experiment shows, however, that there is slow, continuous deformation (creep deformation) over a period of several days. The graph below shows a plot of the wire length versus time during the creep test. The wire is initially 30 cm long, but after more than 90 hours, it has stretched to around 140 cm.
Final Data
- Original wire length: 12" = 1 ft = 30.5 cm
- Initial data indicator: 47 cm
- Final data indicator: 156 cm
- Final wire length: 54.9" = 4.5 ft = 139.5 cm
- Test temperature: 77°F
- Test duration: 90.8 hours = 3 days, 18 hours, 48 seconds
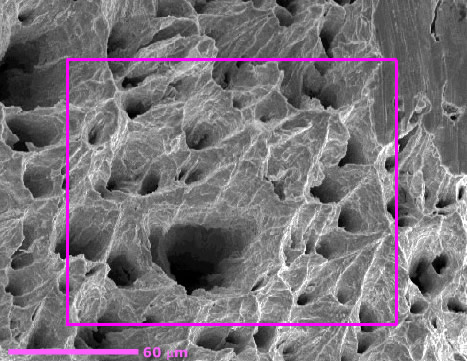
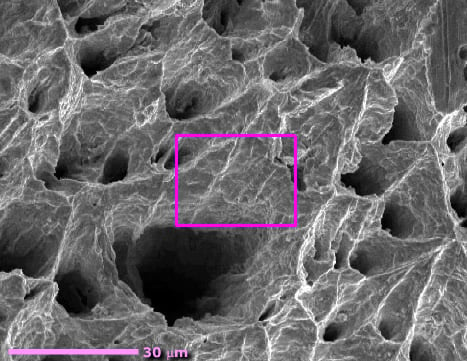
Creep Experiment Conclusions
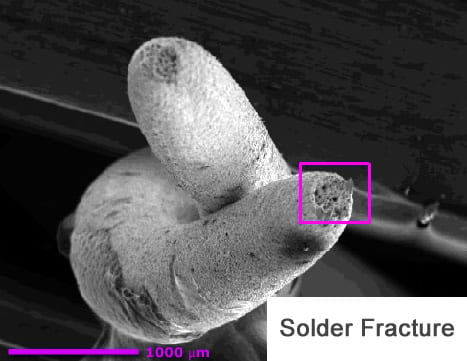
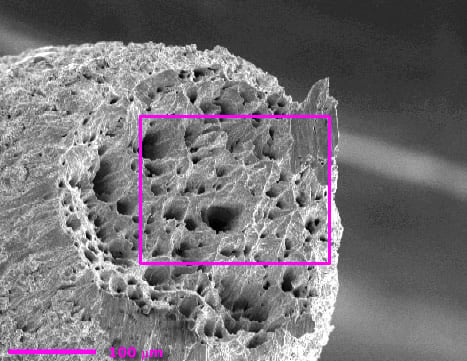
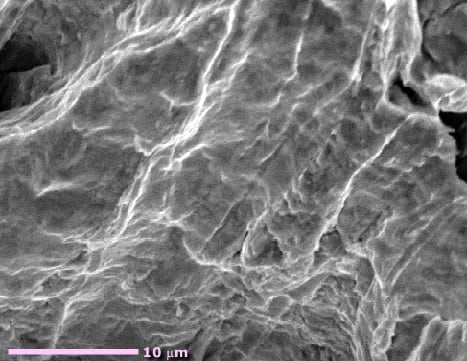
This solder wire eventually fails by ductile fracture after a period of tertiary creep. This ductile fracture results from cavities that form inside the alloy as a result of creep deformation and atomic motion. The image sequence below shows the fracture surface of the solder at different zoom scales. The images were taken using a scanning electron microscope (SEM). Evidence of the internal cavities that formed and grew during tertiary creep can be seen in the final fracture. When the cavities get large enough, the material between them stretches out like saltwater taffy.
The creep experiment demonstrates the impact of the operational environment on a material's properties. This information is critical for assessing a component's service performance and for predicting whether a part will fail prematurely.
| Scale | Left Tip | Right Tip |
|---|---|---|
| 1000 microns | 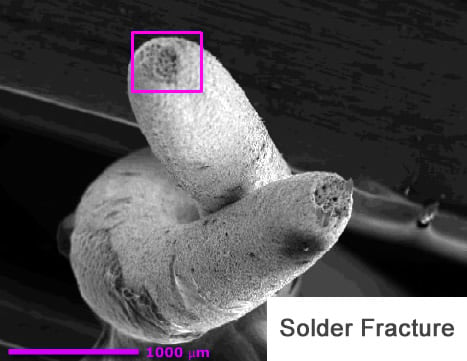 |
 |
| 100 microns | 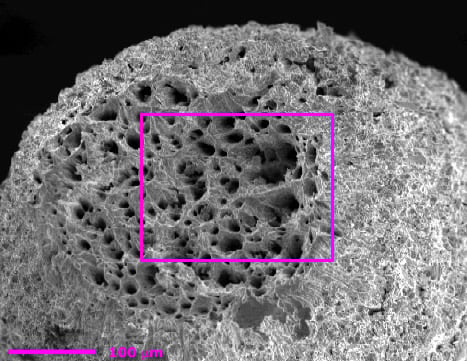 |
 |
| 60 microns | 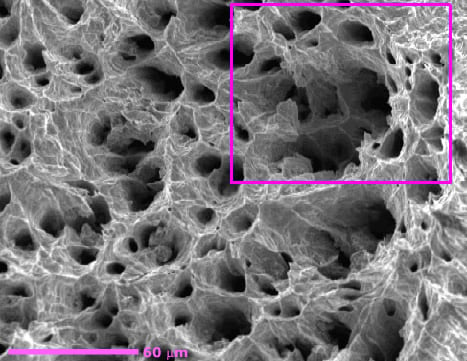 |
 |
| 30 microns | 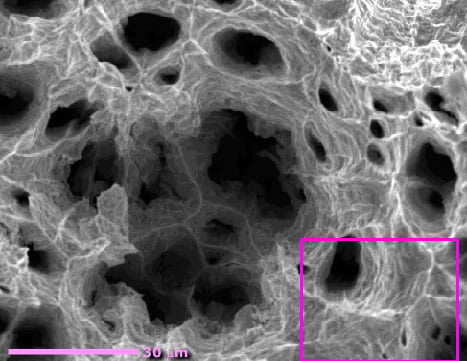 |
 |
| 10 microns | 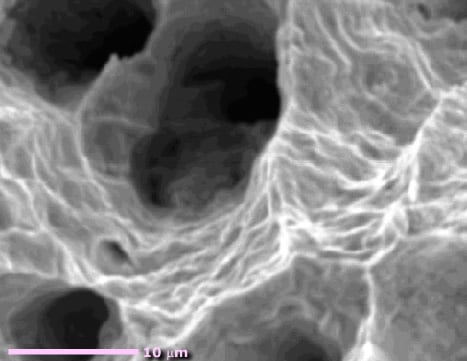 |
 |